
東莞市寶鼎精密儀器有限公司
聯系人:寧工:13532886368
電話:0769-85588096
傳真:0769-82688299
郵箱:13532886368@163.com
網址:www.h8849.com
地址:廣東省東莞市厚街鎮三屯中心大路南一街
實驗室雙層平板硫化機結構、特點、說明
雙層平板硫化機結構、特點、說明
一、儀器結構(圖1)

二、特點說明:
雙層平板硫化機右側為電器控制箱,主體采用成型鑄模和精密導柱構成,分上下兩層模板的框式結構,承載強度巨大,關模快轉慢與排氣快轉慢可分別調整,動模板快速上升,慢速鎖緊,快速下降,運轉平穩的功能,產品硫化成型時,油泵電機停止工作,并具有自動壓力補償及油泵停機延時功能。液壓系統之油缸采用了油缸復合密閉裝置技術,比例壓力流量閥控制,電氣系統采用PLC可編程人機界面操作,具有手動,自動兩種運行模式控制。排氣時間,排氣次數,加熱溫度,冷卻溫度和硫化時間及其壓力大小均可任意設定,本機操作方便,先進可靠。
三、電控板說明:
急停鍵 緊急停止開關
蜂鳴鍵 ![]()
![]() 程序控制結束時的開模報警器
程序控制結束時的開模報警器
電源鍵 電源開關
四、人機界面觸摸屏程序控制器說明
本系統為PLC可編程式觸摸屏控制,可設置壓力、溫度、硫化時間,排氣時間,排氣次數,可實現程序化模壓程控,可動態顯示硫化進程,具有操作簡便,自動化程度較高的特點。
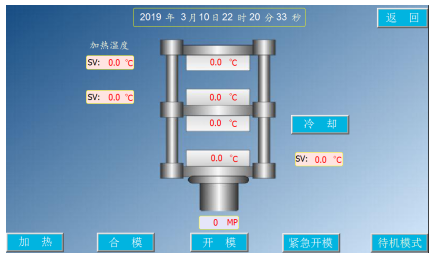
手動模式:選擇工作模式,然后點按該模式,若選擇手動模式,則表示程序進入了手動的工作狀態(見下圖)。在本畫面加熱溫度的數值是用戶需要設置的,SV:000.0℃為設置鍵,用戶可根據材料的特性逐一設置。點按該粗線框視窗,彈出數字鍵盤,點選數值再按ENT鍵確定,就可以設置需要的數值了。接下來點按加熱按鈕,啟動模板加熱,這個過程可能需要數十分鐘,當所設置的溫度達到后,點按合模按鈕使壓板合攏壓制材料。
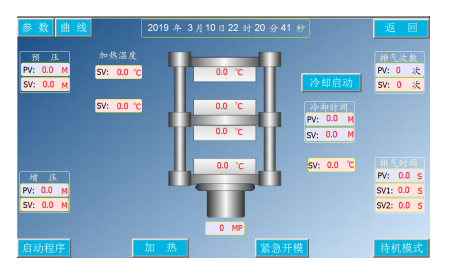
自動模式:若選擇自動模式,則表示程序進入了自動模壓的工作狀態。同手動模式一樣,主畫面帶有粗線框內的數值是用戶必須設置的,PV:000.0℃為實際值,SV:000.0℃為設定值,操作者可以根據被壓材料的特性設置妥當,方可點按啟動程序按鈕,然后本機才能將依所設的程序進行自動模壓動作。

